



當前位置:網站首頁 - 產品中心 - 搖臂鉆床 - Z3063×16搖臂鉆床
產品來源:滕州市高地機床有限公司 更新時間:2021/1/16 10:54:32 點擊次數:3817
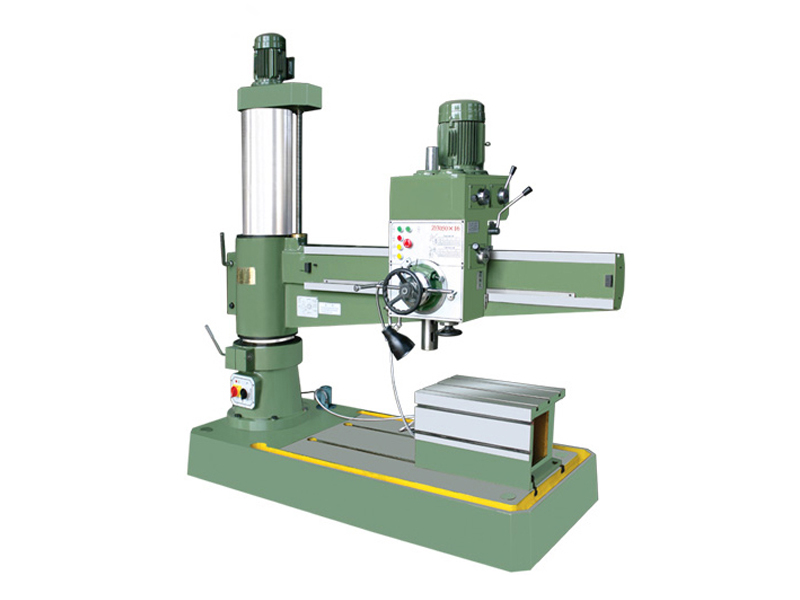
※機械變速 ※機械夾緊 ※自動進刀
|
主要技術參數 |
Z3063×16 |
|
鉆孔直徑mm |
63 |
|
主軸端面至工作臺距離mm |
320-1170 |
|
主軸中心至立柱母線距離mm |
350-2000 |
|
主軸行程mm |
315 |
|
主軸錐孔(莫氏) |
5 |
|
主軸轉速范圍r.p.m |
25-2000 |
|
主軸轉速級數 |
16 |
|
主軸進給量范圍r.p.m |
0.04-3.2 |
|
主軸進給量級數 |
16 |
|
搖臂回轉角度 ° |
360 |
|
主電機功率 kw |
5.5 |
|
升降電機功率 kw |
1.5 |
|
機床重量kg |
4200 |
|
外形尺寸mm |
2900X1150X3100 |
搖臂鉆床加工件孔徑偏大、圓度超差的原因及消除方法有哪些
(1)主軸套筒與箱體導向軸套配合間隙太大。應修整套筒,更換導向軸套。
(2)主軸軸向竄動太大。應調整主軸上背母,減少軸向間隙,保證在 0.01mm 之內。
(3)主軸錐孔與鉆頭錐柄配合不好。應用鑄鐵莫氏錐捧研磨錐孔, 保證與標準檢驗心棒的接觸面積不少于 70%。
(4)工件裝夾過緊或夾緊部位不當,造成工件變形。應合理選擇夾緊部位,正確夾緊工件。
(5)夾緊部位重復精度差及夾緊不牢固。應重新調整夾緊部件,保證重復定位精度和夾緊牢固。
(6)主軸錐孔內有毛刺或研傷,造成鉆頭傾斜。應用刮刀修刮內錐孔毛刺或研仿部位,保證錐孔軸心線的徑向圓跳動誤差靠主軸端小于 0.02mm。
(7)鉆頭主切削刃長短不一。應重新正確刃磨鉆頭,保證主切削刃長短一致,刃口對稱及鋒利。
搖臂鉆床安全注意事項:
1、吊運機床用的鐵棒直徑為 40mm,伸出機床兩側的長度不小于 300mm,鋼絲繩與機床表面間應墊以軟木或氈墊。
2、主軸箱升降必須松開鑲條的緊固螺栓,主軸箱升降完畢后必須鎖緊螺栓,不允許不松螺栓硬搖主軸箱,以免損壞相關的零件。
3、機床主軸沒有完全停止旋轉前不允許用手去摸主軸,以免傷人。
4、機床旋轉時,絕對不允許變速,否則將造成齒輪損壞。
5、清洗機床和維護機床時必須關閉電源。
6、機床切切削時應采取相應的措施,防止鐵屑飛濺傷人。
7、用退刀楔卸刀時,主軸必須退回到原始位置。
8、、機床啟動前應檢查各手柄的位置是否正確。
9、機床在第一次使用或長時間沒有使用時,應先讓機床由低、中、高各轉速空運轉幾分鐘。
10、機床采用的潤滑油必須是純潔無酸性的,不含有水分和其它雜質。機床使用一個月后,換第一次油,以后可根據使用情況每隔三至六個月更換一次油,換油時先將舊油放完,再用純凈的煤油清洗后注入清潔的新油
12、主軸套表面和立柱導軌面應保持清潔并每日潤滑。主軸套的上下主軸軸承 部位設有潤滑孔,可用黃油槍加注潤滑脂,關閉電源,小心移開主軸箱正面的 面板即可在箱內壁的孔中找到主軸上軸承的潤滑孔,主軸套潤滑,在主軸箱左 上方有一個油杯,油杯的油管接到主軸箱的主軸套處,油杯中有毛線,每天向 油杯中加 20 號潤滑油,來潤滑主軸套。 在工作過程中,應當經常注意檢視窗口處是否來油 , (只有飛濺的油點即可) 以確保潤滑系統的正常工作。
搖臂鉆床實拍圖:

上一個產品:Z3050×16低速加強型搖臂鉆床
下一個產品:Z3050×14機械搖臂鉆床


